
CFD Engineering UK are specialists in solving fluid flow and heat transfer problems of industrial machinery and electronic devices.
Our key values are solid reputation, flexibility and precision.
CFD Engineering UK serve the manufacturing, building construction, electronics design, aerospace and defence industries.
Our commitment to excellence have earned us Tier1 supplier status at world leading industrial companies like AUDI, Continental ContiTech and Nemak.
We have 25+ years of mechanical engineering and 16+ years of fluid dynamics simulation experience, including CAD geometry repair and preparation, meshing, running solver algorithms on cluster computers.
Sectors Served
CFD Engineering UK provide fluid dynamics simulation services for the manufacturing, building construction, electronics design and aerospace sectors. Our team has dealt with challenges like aerodynamic load calculation of a complete aircraft, cell development for ...
CFD Consulting Services
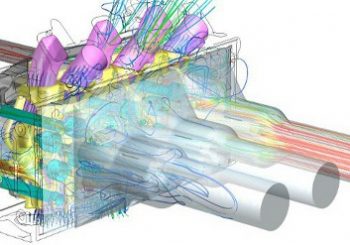
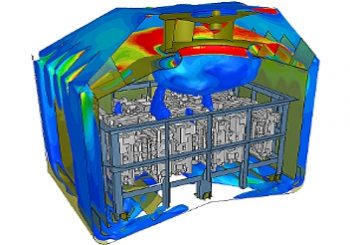
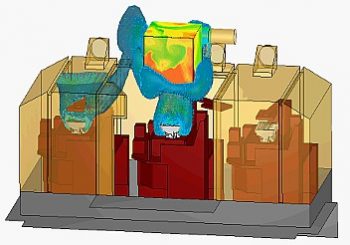
Offering CFD consulting services to solve fluid flow and heat transfer problems of industrial and special machinery, production processes and electronic devices with fluid dynamics (CFD) simulation. Using our CFD consulting services and relying on our fluid dynami...
Testimonials
CFD consulting project of a bespoke ventilation louvre CFD Engineering UK were able to model each of the scenarios where the ductwork penetrated the façade to provide data of the pressure losses being achieved. In the first instance, the 20Pa requiremen...